

La evaluación del cierre de un envase o lata de hojalata o aluminio de latas es responsabilidad de la empresa que llena y cierra el paquete de latas. Dependiendo del tipo de productos enlatados, alimentos / bebidas, productos farmacéuticos, etc., existen regulaciones específicas sobre cómo y cuándo se deben realizar las evaluaciones de los cierres o juntas, así como las pautas de documentación y presentación de informes. Su programa de garantía de calidad debe incluir, como mínimo, inspecciones visuales de las juntas por hora y un desmontaje completo de las juntas cada cuatro horas. También se debe completar y archivar un informe físico del desmontaje completo de la costura.
Comprender la unión de latas y la evaluación adecuada de la unión de latas requiere tiempo y experiencia. Hay muchos recursos disponibles en línea, vea los enlaces a continuación. Asegúrese de que su proveedor de latas le proporcione las especificaciones de costura de los fabricantes de latas para las latas y tapas que realmente le envían. Las especificaciones son los rangos de medición de cada uno de los parámetros individuales que componen una costura de lata. Si todas las medidas están dentro del rango que proporciona la fabricación de latas, se logra una costura hermética. La evaluación de las medidas del cierre también proporcionará información para el ajuste de la cerradora de latas, si no se encuentra dentro de los rangos específicos, para lograr una costura hermética.
Se debe realizar un examen externo de las juntas dobles de las latas al menos cada 4 horas de funcionamiento (una vez por la mañana y una vez por la tarde) para comprobar el ajuste adecuado de las juntas. Los exámenes deben ser más frecuentes si se han producido cambios en el tamaño de la lata, apagado o problemas con una máquina selladora en particular.
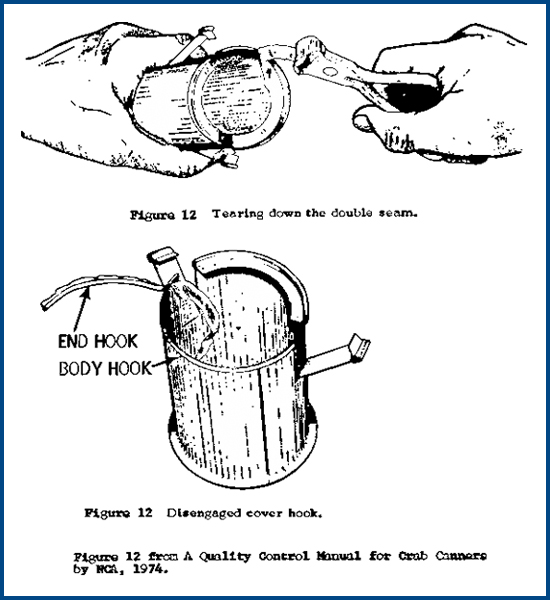
Para realizar una inspección interna de la costura, el cuerpo y el extremo deben estar separados de manera que expongan el gancho del cuerpo y el gancho de la cubierta para que puedan medirse con precisión. Este procedimiento se denomina “desmontaje”, en ingles: “cut-down”, “stripping”, or “tear-down”.
Hay dos formas básicas para controlar los cierres:
-Apertura manual con tenazas y tijeras.
-Apertura con cortadora de doble cuchilla.
Control del doble cierre: Medición manual
¿Como evaluar manualmente el doble cierre?
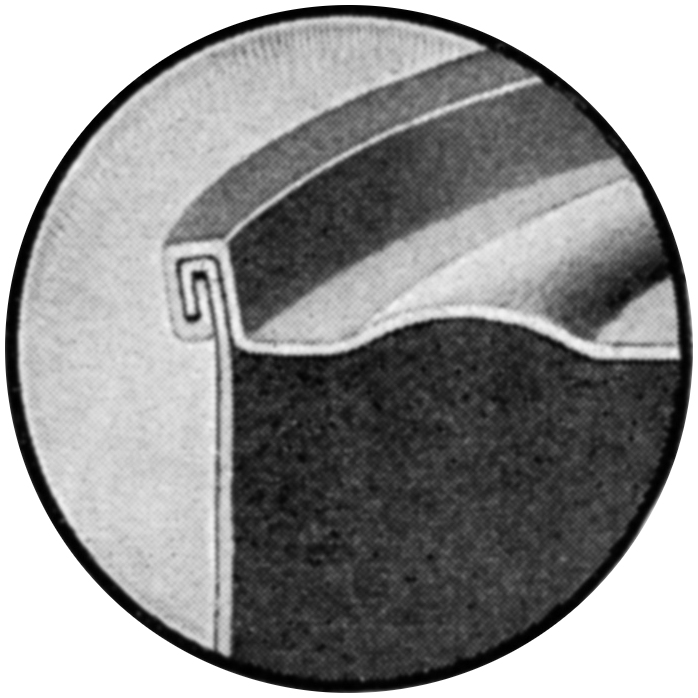
Manualmente el cierre se puede “cortar” y limar por el borde de la tapa de la lata con una lima plana hasta un punto donde los ganchos queden expuestos. Luego, el cierre puede examinarse visualmente para determinar la formación y el apriete adecuados del gancho. El cierre se puede evaluar más a fondo extrayendo los ganchos, a a lo largo de la parte superior de la tapa hasta que se puedan ver los bordes del cierre y tirando del borde exterior del cierre hacia abajo separándolo del cuerpo de la lata del gancho de la tapa.
Esto nos dará información no solo del cierre sino de como se esta envasando y el estado de la cerradora.
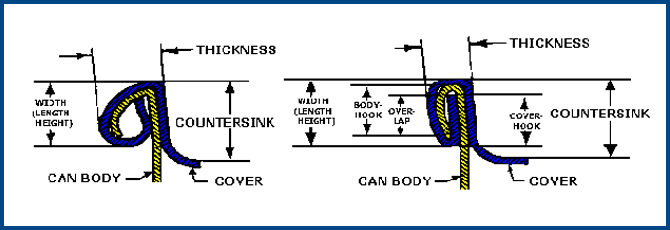
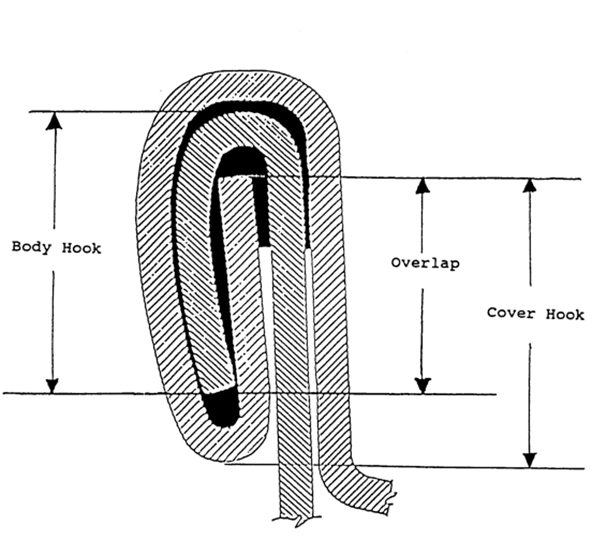
Una vez que se ha quitado el gancho del cuerpo del doble cierre, se puede inspeccionar visualmente internamente en busca de una serie de posibles defectos que se enumeran a continuación, que se ilustran en las siguientes imágenes.
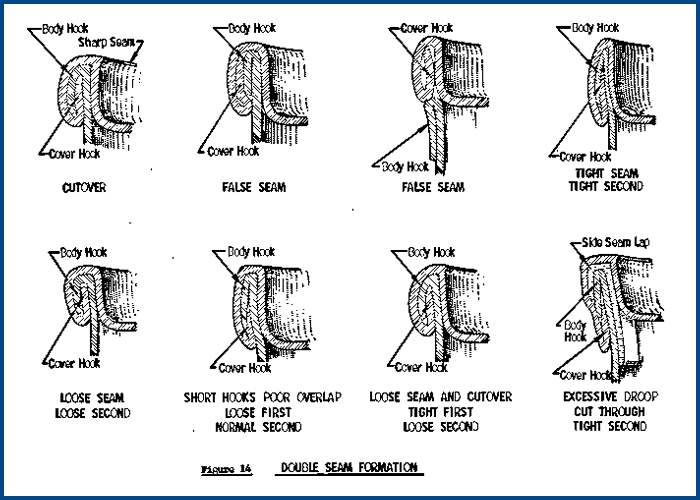
El corte es una situación en la que el cierre es lo suficientemente afilada como para fracturar el metal en la parte superior interior de la costura. Las posibles causas son una brida del mandril de unión desgastada o ranuras por laminación, o la primera o la segunda operación de unión están demasiado apretadas.
La caída es una situación en la que hay una proyección del doble cierre debajo de la parte inferior de la costura normal. Las posibles causas incluyen un gancho corporal excesivo o la primera operación está demasiado floja.
Costura falsa es aquella en la que una parte del doble cierre está completamente desenganchada y en la que la cubierta doblada se comprime contra el gancho del cuerpo doblado. Las posibles causas de esta situación son una brida de lata doblada, un montaje incorrecto de la lata y la tapa o que la lata no está centrada en el mandril de cierre.
La formación adecuada del doble cierre no se puede juzgar mediante medidas o métodos puramente mecánicos. La evaluación de buenos dobles cierres requiere experiencia, habilidad y sobre todo buen juicio.
Control del doble cierre: Medición mediante visor óptico.
¿Cómo evaluar mediante visor óptico el doble cierre de una lata?
La forma mas rápida y que permite menos errores y control del la trazabilidad son los visores ópticos con análisis automático del cierre mediante software.
Además estos equipos permiten que el cierre lo pueda inspeccionar personal sin experiencia ni habilidad especial., además de evitar los problemas de cortes que se producen al abrir los cierres manualmente.
PAra ampliar mas informacion de los visores de cierre recomendamos que visiten la sigueiente página: Visor de cierres automático y cortadora de doble cuchilla.
Próximamente añadiremos nuevos recursos para entender los errores típicos de los cierres y como solucionarlos .
A continuación se muestran enlaces a reglas y regulaciones importantes para el cierre de latas. Independientemente del producto o del procesamiento posterior, usted es responsable de asegurarse de que todos sus productos estén empaquetados con una costura aceptable. Su programa de control de calidad debería ser más completo a medida que se adquieren más conocimientos y experiencia.